

поставка зварювальних електродів з нержавіючої сталі aws e308 e308l
Характеристики та застосування
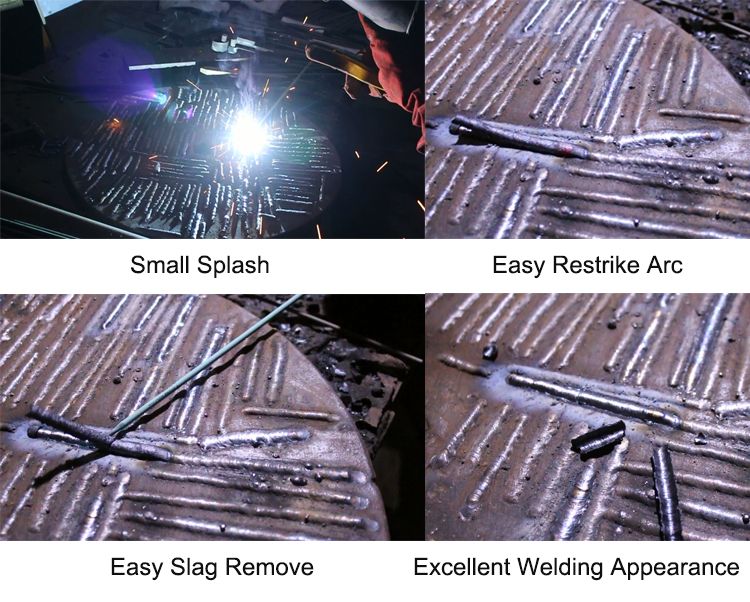
Мікроструктура аустеніту зварного металу E308/308Lisa19Cr-10Ni містить обмежену кількість фериту.Чудові показники вивільнення шлаку, зовнішній вигляд зварного шва, зварюваність, стійкість до корозії при високій температурі – все це можна отримати.Підходить для зварювання сталі AlS1-304, сталі AlSI-301 і сталі AISI-302 у всіх положеннях.
Належний основний метал для E308/308L: нержавіюча тонка пластина, обруч, труба, безшовна труба, термотруба, пластина резервуара під тиском, сталевий пруток, кузня.
Примітки щодо використання
1. Очистіть забруднення на канавці основного металу та пройдіть за прохідною щіткою з нержавіючої сталі
2. Настійно рекомендується підтримувати коротку довжину дуги, наскільки це можливо.Під час зварювання методом переплетення діапазон переміщення повинен контролюватись у межах 2,5 діаметра дроту.
3. Висушіть електроди при 250~300 ℃ протягом 60 хвилин перед використанням.Вийміть витратні матеріали на півдня та зберігайте в навколишньому середовищі при 100~150 ℃ під час процесу зварювання
4. Використовуйте нижчий струм, щоб запобігти розтрісканню та мінімізувати розрідження основного металу.
опис
| Модель | GB | AWS | Діаметр (мм) | Тип покриття | поточний | Використання |
| CB-A102 | E308-16 | E308-16 | 2,5-5,0 | Вапняно-титановий тип | DC | Використовується для зварювання корозійностійких конструкцій з нержавіючої сталі 0cR19Ni9 і 0Cr19Ni11Ti при температурі нижче 300︒C |
Хімічний склад наплавленого металу (%)
| C | Mn | Si | S | P | Cr | Ni |
| ≤0,02 | 0,85 | 0,70 | 0,030 | 0,010 | 19.3 | 9.5 |
Механічні властивості наплавленого металу
| Міцність на розрив (МПа) | Подовження (%) |
| 570 | 45 |
Упаковка


Наша фабрика


Виставка








Наша сертифікація









